




 |
25mm frez trzpieniowy do gwintów frez trzpieniowy z węglików spiekanych pełne zęby
Szczegóły Produktu:
| Miejsce pochodzenia: | Chiny |
| Nazwa handlowa: | BWIN |
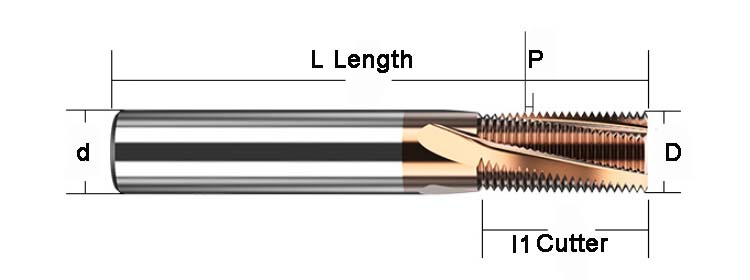
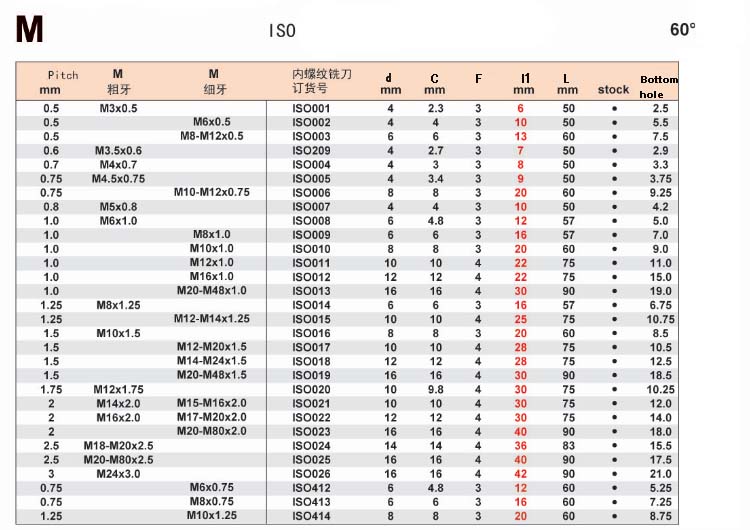
| Numer modelu: | M12x1,75-D9,8x30x75 |
Zapłata:
| Minimalne zamówienie: | 1 sztuk/pudełko |
|---|---|
| Cena: | Negotiable |
| Szczegóły pakowania: | Plastikowe pudełko |
| Czas dostawy: | 7 dni roboczych |
| Zasady płatności: | T/T, Western Union |
| Możliwość Supply: | 1-10000 sztuk 7 dni |
|
Szczegóły informacji |
|||
| Nazwa produktu: | Frez do gwintów z węglików spiekanych 25mm | Model: | 3-ostrzowy frez walcowo-czołowy do gwintów spiralnych |
|---|---|---|---|
| Materiał: | Frez wymienny z węglika wolframu | Przedmiot obrabiany: | Żeliwo/stal/stal nierdzewna/aluminium |
| Stosowanie: | przemiał | Powłoka: | TiAICN |
| Kąt zęba: | 55°,60° | Funkcja: | Wysoka wytrzymałość zębów tnących |
| Aplikacja: | Frezarka | Pakiet: | 1 sztuk/pudełko |
| High Light: | Frez trzpieniowy 25 mm,frez trzpieniowy z węglików spiekanych 25 mm,frez trzpieniowy z pełnymi zębami |
||
opis produktu
Frez do gwintowania M12x1,75-D9,8x30x75 TiAICN powlekany pełnymi zębami frez z węglików spiekanych
Szybki szczegół:
- Wysoka twardość
- Wysoka precyzja
- Dobra odporność na zużycie
- Dobre wykończenie
- Silna odporność na wibracje
- Długie życie
Opis:
- W porównaniu z tradycyjną metodą obróbki gwintów, frezowanie gwintów ma ogromne zalety w zakresie dokładności i wydajności obróbki i nie jest ograniczone przez strukturę gwintu i kierunek gwintu.Na przykład frez do gwintów może przetwarzać różne gwinty wewnętrzne i zewnętrzne z różnymi kierunkami obrotu.W przypadku gwintów, które nie pozwalają na tworzenie struktury krzyżowej lub podciętej, trudno jest je obrabiać tradycyjnymi metodami toczenia lub gwintowania, ale jest to bardzo łatwe do osiągnięcia dzięki frezowaniu CNC.Ponadto trwałość frezu do gwintów jest ponad dziesięciokrotnie, a nawet dziesięciokrotnie większa niż gwintownika.Ponadto bardzo wygodna jest regulacja średnicy gwintu w procesie frezowania gwintów NC, co jest trudne do wykonania gwintownikiem i matrycą.
Dane techniczne:
|
Ocena przedmiotu
|
HRC45
(YG10X )
|
HRC55
(YL10.2 i WF25)
|
HRC60
(Niemcy K44 i K40)
|
HRC65
(Sandvik H10F)
|
|
Detale
|
Wielkość ziarna 0,7um
Co10% Wytrzymałość na zginanie 3320N/mm2 |
Wielkość ziarna 0,6um
Co10% Wytrzymałość na zginanie 4000N/mm2 |
Wielkość ziarna 0,5um
Co12% Wytrzymałość na zginanie 4300N/mm2 |
Wielkość ziarna 0,5um
Co10% Wytrzymałość na zginanie 4300N/mm2 |
|
Powłoka Klasyfikacja i przewaga
|
|||||
|
Przedmiot
|
Rodzaj powłoki
|
Złoto
|
TiAlN
|
TiSiN
|
Nako
|
|
Charakterystyka
|
Twardość (HV)
|
3300
|
2800
|
4300
|
42 (GPA)
|
|
Grubość (UM)
|
2,5-3
|
2,5-3
|
3
|
3
|
|
|
Temperatura utleniania (°C)
|
900
|
800
|
1000
|
1200
|
|
|
Współczynnik tarcia
|
0,35
|
0,3
|
0,25
|
0,4
|
|
|
Kolor
|
Czarny
|
Brązowy
|
Brąz i złoto
|
Niebieski
|
|
|
Zalety
|
Wysoka stabilność cieplna
|
Normalnie cięcie
|
Nadaje się do ciężkiego cięcia i cięcia o wysokiej twardości
|
Do precyzyjnego cięcia
|
|
|
Nadaje się do szybkiego cięcia na sucho
|
Nadaje się do cięcia stali na formy, stali nierdzewnej
stal |
Nadaje się do cięcia o wysokiej twardości, obróbki stali formierskiej
|
|||
|
Najbardziej odpowiedni do narzędzi skrawających z węglików spiekanych, płytek tokarskich
|
|
|
|||
Zauważyć:
- Obchodź się ostrożnie, aby uniknąć uszkodzeń spowodowanych uderzeniem.
- Załadunek i rozładunek frezu należy zabezpieczyć szmatką, aby zapobiec zranieniu rąk lub uszkodzeniu krawędzi frezu przez upadek
- Podczas frezowania frez powinien być całkowicie oddzielony od obrabianego przedmiotu przed uruchomieniem maszyny, aby uniknąć uszkodzenia frezu w wyniku uderzenia w obrabiany przedmiot
- Im krótsza odległość między krawędzią frezu a szpulką, tym lepiej zredukować wibracje frezu.Długość noża nie powinna być zbyt długa
- Wybierz właściwy i odpowiedni frez końcowy do frezowania przedmiotu roboczego oraz wybierz prędkość skrawania i posuw zgodnie z materiałem przedmiotu roboczego
- Gdy dane skrawania są niejasne, prędkość posuwu (szybkość posuwu) należy zmniejszyć w celu przetestowania, a następnie dane przetwarzania należy stopniowo korygować, aby uzyskać idealny efekt produkcyjny.Nie wykonuj gwałtownych ruchów, aby spowodować uszkodzenie lub zranienie frezu.
Aplikacje:
Wstępnie hartowana stal, stal nierdzewna, stal matrycowa, blacha stalowa, stal żaroodporna, rury, miedź i aluminium, żeliwo, metale nieżelazne, drewno, tworzywa sztuczne, FRP i tak dalej.Operacje ogólnego przeznaczenia dłutowanie, wiercenie, profilowanie.
![]()
Często zadawane pytania
1. Zużycie boczne?Większy opór skrawania, Zużycie karbu na boku, Słaba chropowatość powierzchni lub pogorszenie dokładności.
Miękkie gatunki, Nadmierna prędkość skrawania, Mały kąt przyłożenia, Mały posuw.
Wybierz wyższy, odporny na zużycie gatunek, zmniejsz prędkość skrawania, zwiększ kąt natarcia, zwiększ posuw.
2. Zużycie krateru?Niekontrolowany wiór, słaba jakość powierzchni podczas wykańczania Obróbka stali węglowej z dużą prędkością
Gatunki miękkie, Nadmierna prędkość skrawania, Nadmierny posuw, Niewystarczająca siła łamacza wiórów.
Zmień na gatunek o wyższej odporności na zużycie, Zmniejsz prędkość skrawania, Zmniejsz posuw, Wybierz łamacz wiórów o większej wytrzymałości.
3. Odpryski?Nagłe pęknięcie krawędzi skrawającej (powierzchnia natarcia i bok), niestabilność trwałości płytki
Niewystarczająca udarność, Nadmierny posuw, Niewystarczająca wytrzymałość krawędzi skrawającej, Niestabilność narzędzia.
Wybierz twardszy gatunek, Zmniejsz posuw, Zwiększ honowanie krawędzi skrawającej (od fazowania do zaokrąglenia), Zwiększ stabilność i kąt ustawienia
4. Wstaw złamanie?Zwiększony opór skrawania Słaba chropowatość powierzchni.
Niewystarczająca udarność, Nadmierny posuw, Niewystarczająca wytrzymałość krawędzi skrawającej, Niestabilność narzędzia.
Wybierz twardszy gatunek, Zmniejsz prędkość posuwu, Zwiększ honowanie krawędzi skrawającej (od fazowania do zaokrąglenia), Zwiększ stabilność i kąt ustawienia.
5. Odkształcenie plastyczne?Zmienność wymiarów Zużycie nasadki, zadrapania krawędzi skrawającej lub pasywacja podczas obróbki stali stopowej Słaba chropowatość powierzchni
Gatunek miękki, Nadmierna prędkość skrawania, Nadmierna głębokość skrawania i prędkość posuwu, Przegrzanie krawędzi skrawającej.
Wybierz materiał skrawający o wyższej twardości, Zmniejsz prędkość skrawania, Zmniejsz głębokość skrawania i szybkość posuwu, Wybierz materiał skrawający o wyższej przewodności cieplnej (CVD + wystarczająca ilość chłodziwa).
6. Narastająca krawędź?Obrabiany przedmiot rozpuszcza się za pomocą krawędzi skrawającej Słaba chropowatość powierzchni podczas wykańczania, Zwiększony opór skrawania, Cięcie miękkich materiałów.
Zbyt mała prędkość skrawania, Tępa krawędź skrawająca, Nieodpowiedni materiał narzędzia.Zwiększ prędkość skrawania, Zwiększ kąt natarcia, Wybierz małą siłę przyczepności.
Chcesz dowiedzieć się więcej o tym produkcie